
Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно. Также применяется для сварки полиэтиленовых труб.
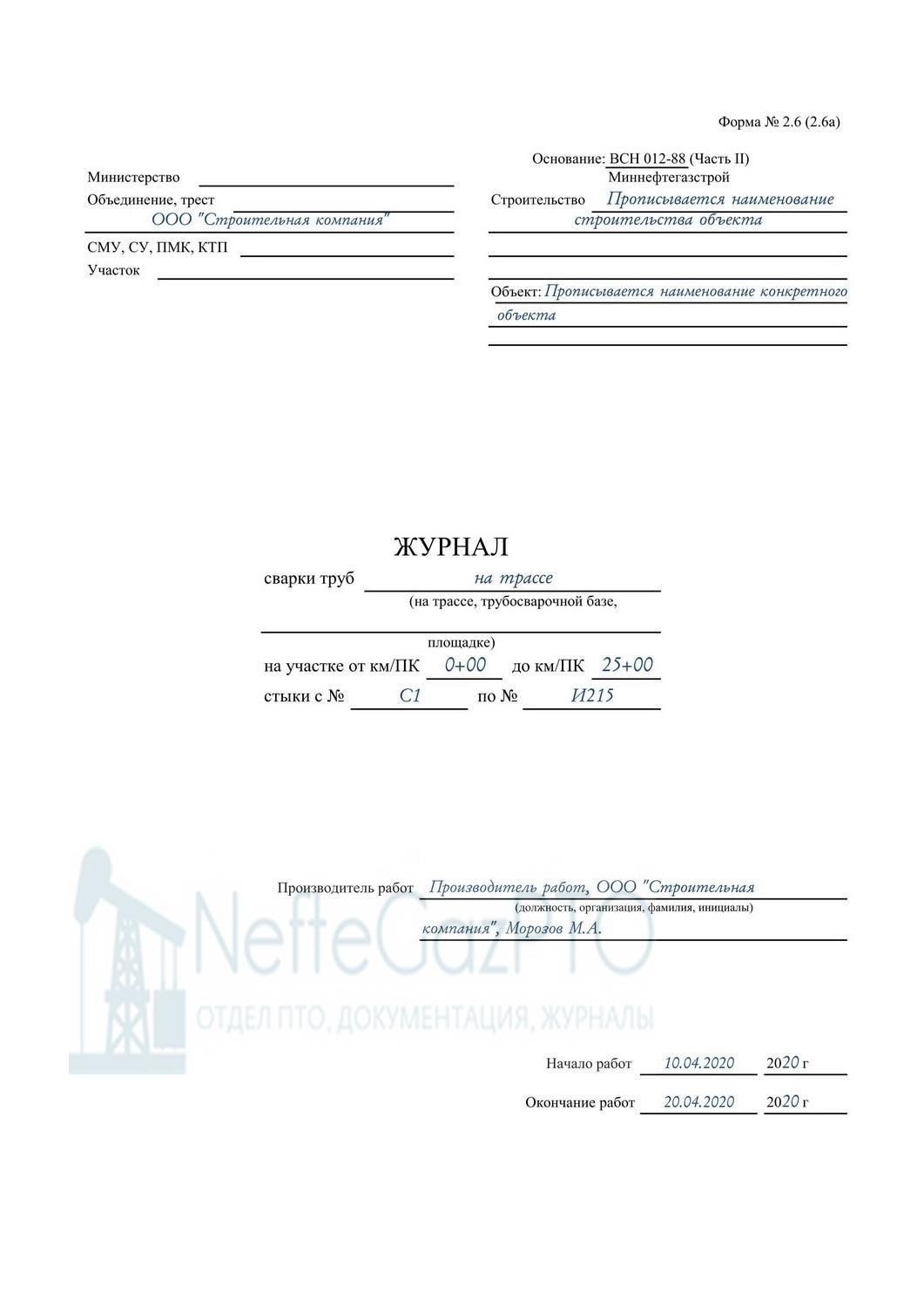
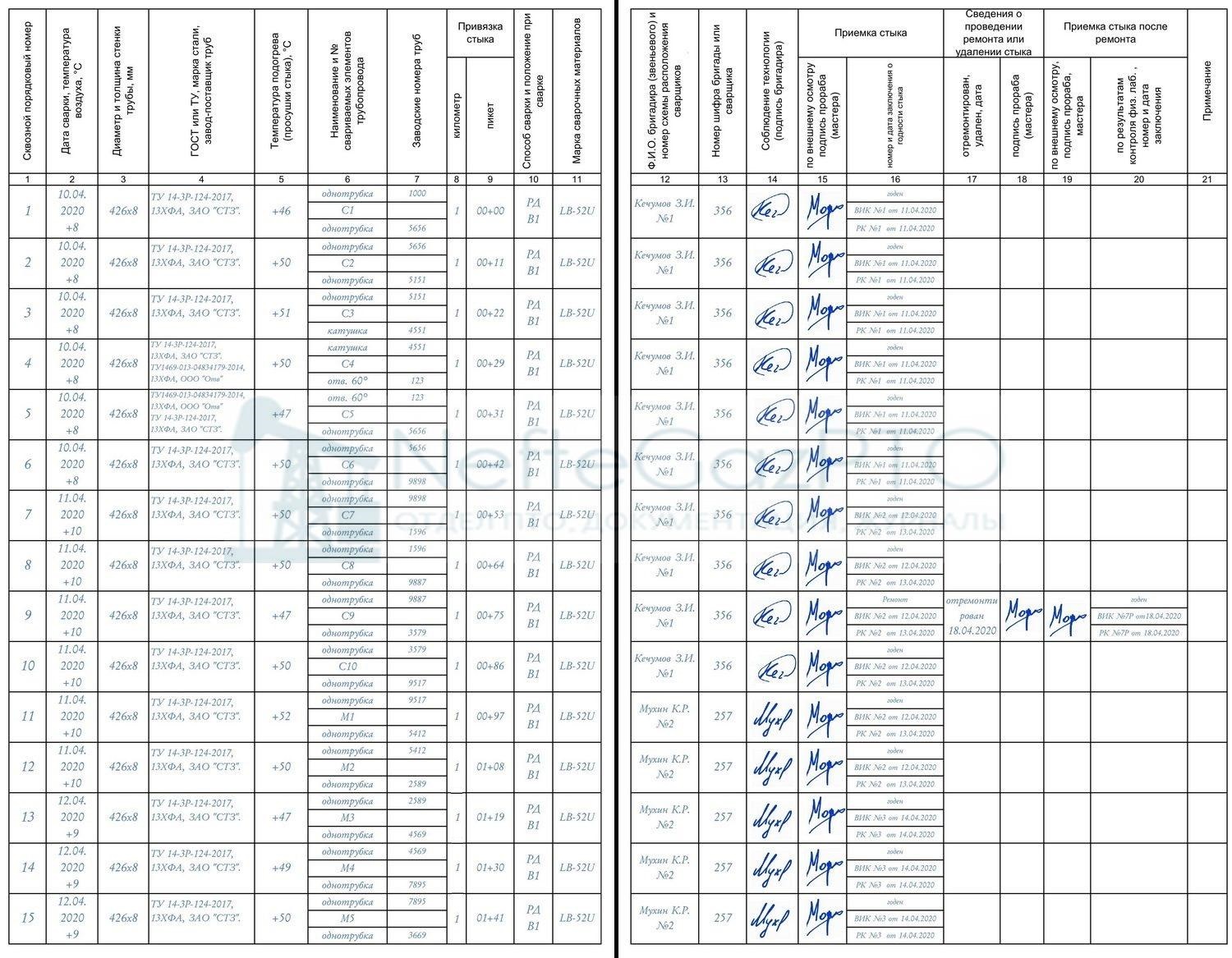
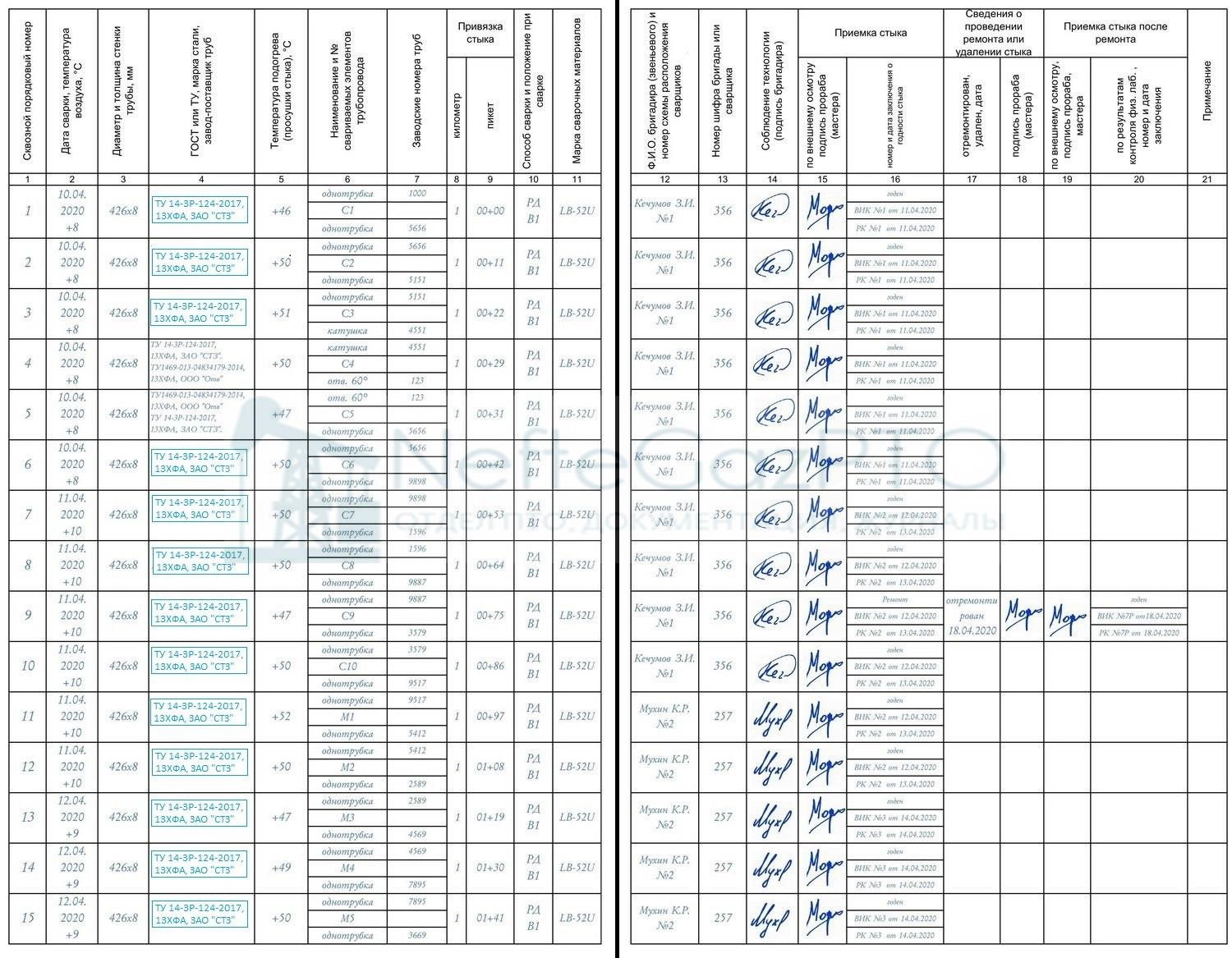
Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
Кликните на изображение, чтобы увеличить.
Кликните на изображение, чтобы увеличить.
Пояснение к оформлению журнала сварки труб
Столбик №1
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Столбик №2
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды, к примеру здесь.
Столбик №3
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Столбик №4
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО “СТЗ”
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Столбик №5
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
Столбик №6
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Столбик №7
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер партии, сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Столбик №8
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Столбик №9
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты (резанные), которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Столбик №10
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Столбик №11
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
Столбик №12
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
Схема расположения сварщиков при сварке труб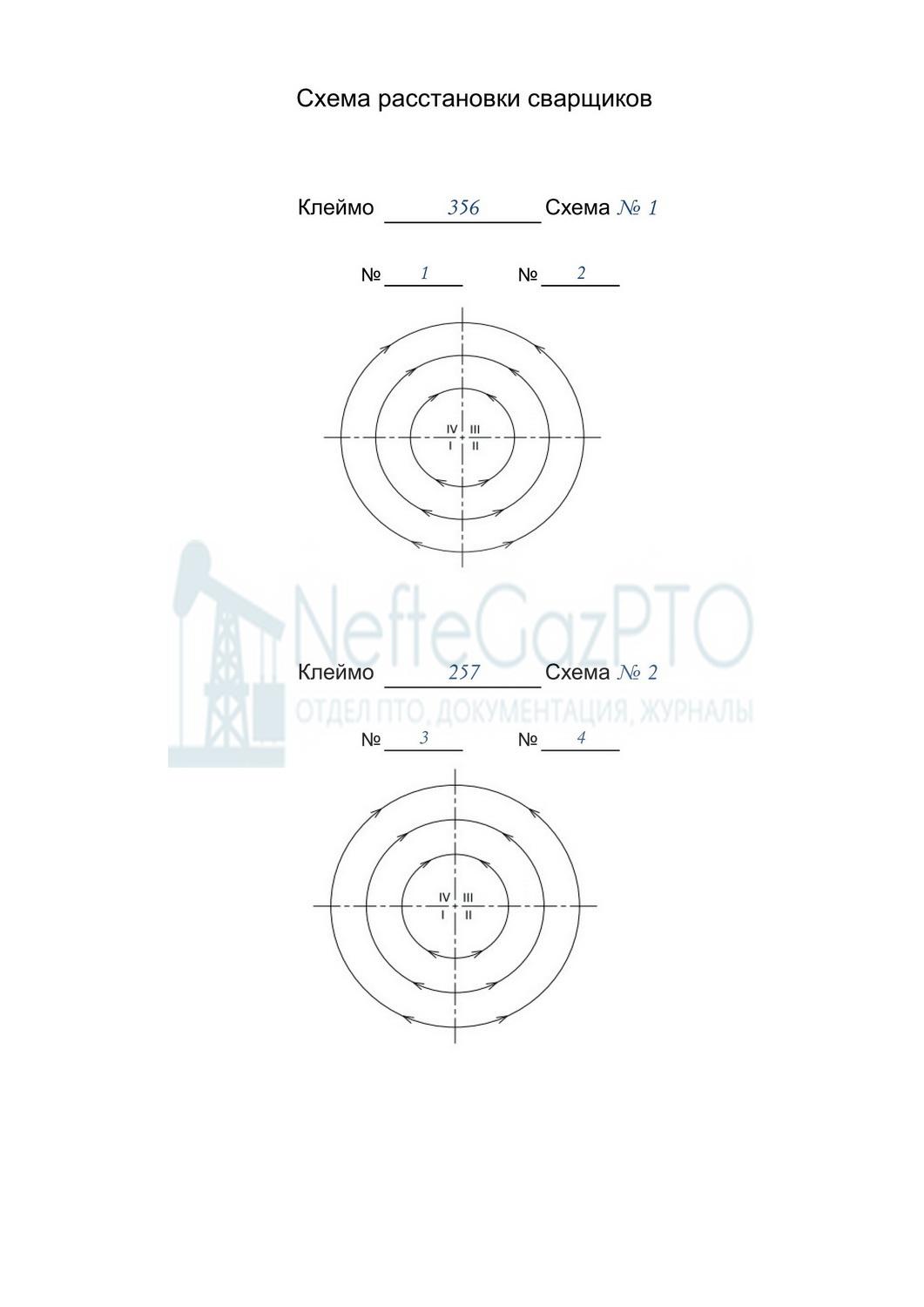
Столбик №13
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, – пишем буквы ЗП, после шифров сварщиков облицовочного слоя, – буквы ОБ, после шифров сварщиков, сваривших подварочный слой, – букву П.
Столбик №14
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Столбик №15
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Столбик №16
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля

Закрытие журнала-после последнего стыка делается запись (Пример):
Журнал закрыт: 12.05.2020г.
Сварено всего: 381 стык.
Отремонтировано: 6 стыков.
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО”Строй Ком” _____подпись_______Морозов М.А.












с киллометражом намудрили. Пикет 2+55 – это всего 255 метров. никак не третий км. третий км начнется после ПК20. это будет 2 км.
Добрый день, Ольга!
Спасибо, что сообщили! Исправим!